Recently, Kempston Controls eagerly answered the call when TATA Steel Tubes, who are based in Corby, Northants, called asking for a demonstration of the versatile non-contact SICK SPEETEC sensor to help them solve a processing issue.
TATA Steel Tubes manufactures a wide range of steel products, and they were looking for a way of using the SPEETEC sensor system to monitor the speed of tubing travelling through a process, and another SPEETEC sensor to verify the length of the material being cut.
After an initial discussion with the engineering manager at TATA Steel a demonstration was arranged. A member of Kempston Controls technical sales team, along with a sensor specialist from SICK would be onsite. The production line would be stopped so they could set-up and test the advanced SICK SPEETEC sensor within the actual process itself.
The operating environment in a steel processing plant is, as you can imagine, very demanding, and during the demonstration the sensor was sprayed with industrial machine coolant and exposed to swarf from the cutting process which had no effect on the performance of the robust non-contact SPEETEC sensor.
During the Demonstration the Following Issues were Found:
- The existing process demanded that an encoder be mechanically coupled to the tube, resulting in a potential for damage to valuable equipment and material
- The speed reference provided to the flying saw was incorrect, resulting in angled cuts in the tubing with unwanted axial forces being placed on the cutting blade. Ultimately leading to damage to the processing equipment and unwanted down time
- The typical speed of operation was 20m/min – 180m/min
- For the second cut-to-length application the goal was to reduce material tolerances and waste

The SICK SPEETEC sensor within the Processing Machine
The Savings
The invoice cost of steel tube at the time of installation was approximately – £1000/ton. The Kempston Controls technical sales engineer based the calculation around using a typical mild steel tube of 50mm diameter and a 3mm wall thickness weighing 3.5 kilograms per metre. The steel processing line was running at approximately 90 metres per minute.
Assuming the tolerance could be reduced by 0.1% this would result in an additional invoice value of material of:
- 90 x 3.5 x 0.1 / 100 = 0.315 Kg per minute
- If the process was to be run continuously for 8 hours this would equate to 0.315 x 8 x 60 = 151.2 Kg
- At £1000/ton that effectively means £151.20 per 8-hour shift
On this basis alone TATA Steel would see the return on investment of a SICK SPEETEC sensor system in only a matter of weeks! Over a longer period-of-time the process savings will quickly add-up, not just by reducing the manufacturing cost of the product itself, but also by improving the reliability of the process, through-put, reducing wear on process machinery, and helping to keep downtimes to a minimum.
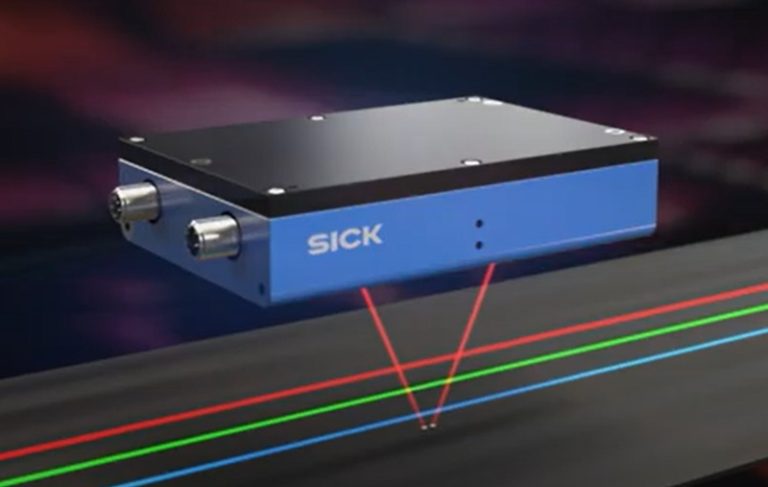
The SPEETEC Sensor
The rugged and maintenance-free non-contact SICK SPEETEC laser surface motion sensor has been designed to detect movement via the surface of a product. Measuring the speed, length, movement direction and the position of objects of almost any surface type. The ideal solution for use in encoder-based applications that feature fast and dynamic processes.
SPEETEC Sensor Features
- Non-contact measurement speed, length, and position of objects
- Compatible with multiple materials, colours, and surfaces
- Very high measurement accuracy and repeatability, speeds up to 10 m/s
- Laser class 1, rugged design, compact dimensions, low weight
- Standardised communication interface
- Maximum resolution 10 m/s
- Wear free
Contact us to talk about the SICK SPEETEC sensor range
Learn more about the SICK SPEETEC Sensor Here
Kempston Controls is committed to finding you the ideal solution for your application. Call us today on +971 (0) 4 2987111, email us at sales@kempstoncontrols.ae, or alternatively contact us here, we will be happy to help.
